※本記事にはアフィリエイト広告(PR)を含む場合があります。
3Dプリンタで作った部品を壊したとき、
「積層に沿ってパキッと割れた」
という経験はないでしょうか。
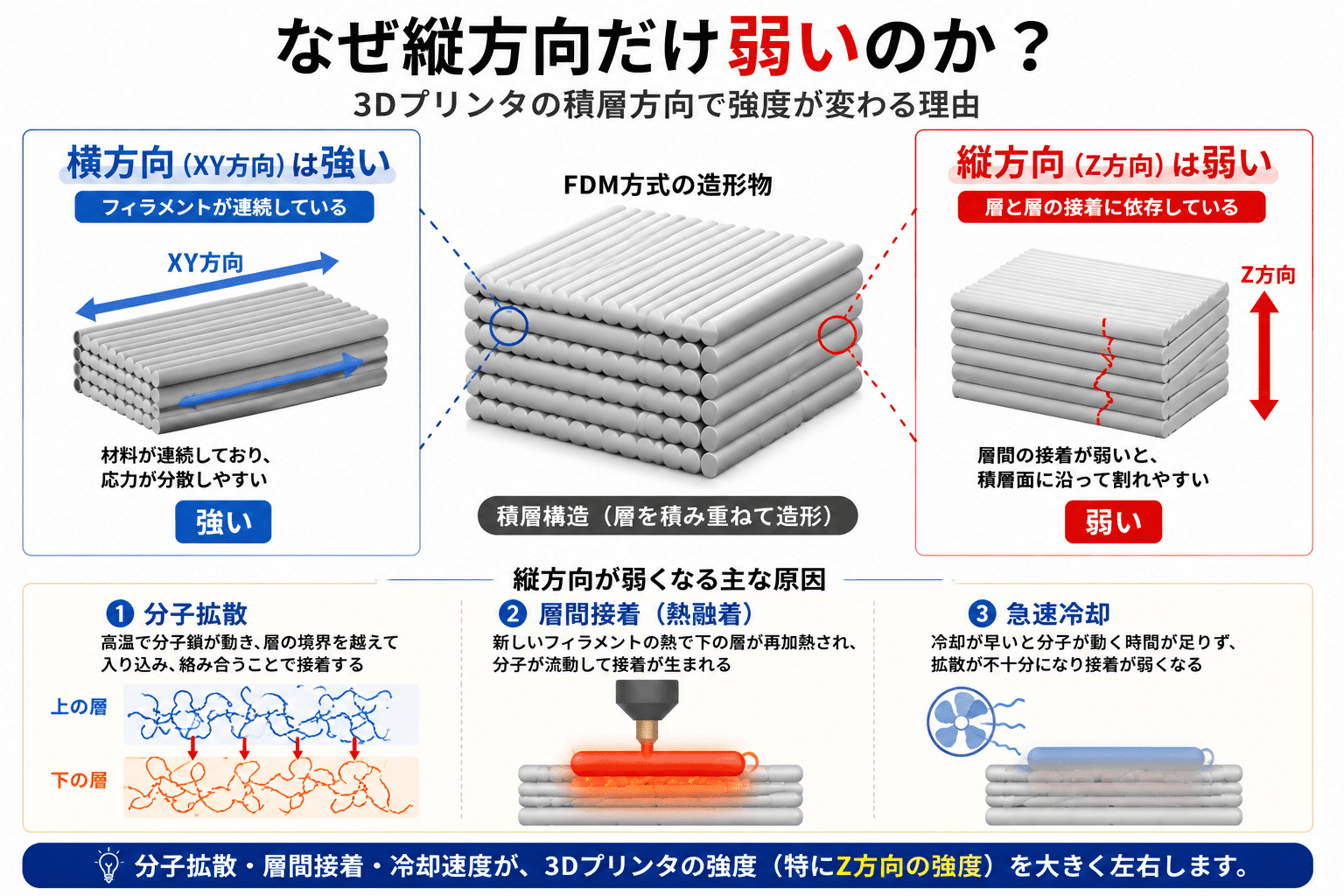
特にFDM方式(熱溶解積層方式)の3Dプリンタでは、
- 横方向(XY方向)は強い
- 縦方向(Z方向)は弱い
という特徴があります。
これは単に「積み重ね構造だから」ではありません。
実際には、
- 分子拡散
- 層間接着
- 熱融着
- 冷却速度
- 高分子の運動
といった、材料工学レベルの現象が関係しています。
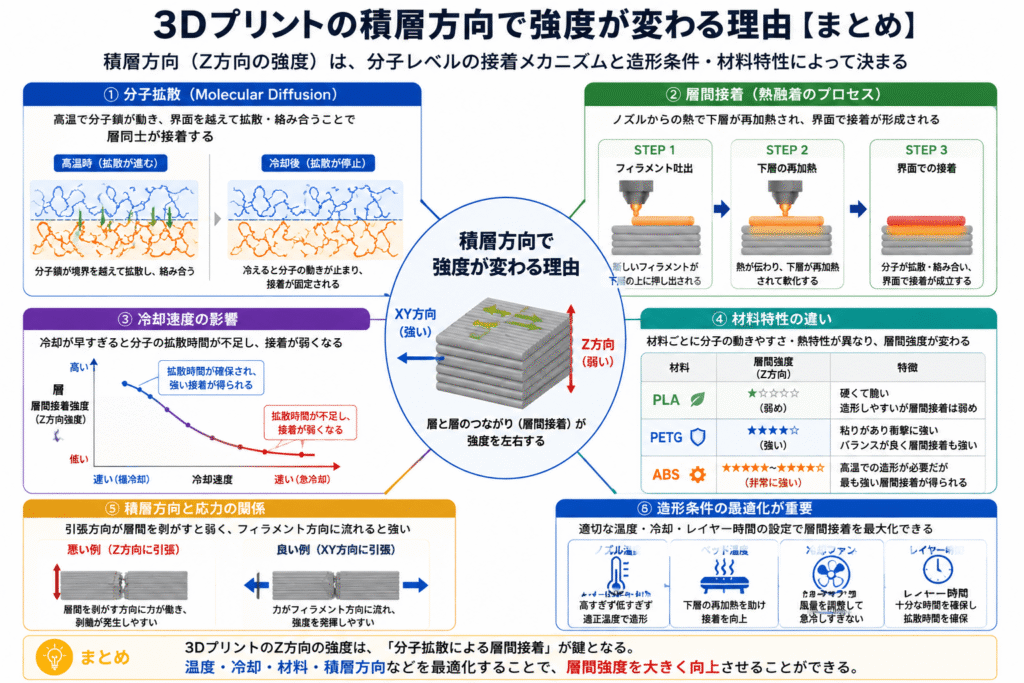
この記事では、3Dプリンタの積層方向で強度が変わる理由を、分子レベルからわかりやすく解説します。
3Dプリンタの積層方向で強度が変わる理由【結論】
FDM方式の3Dプリンタでは、層同士が完全に一体化していないため、積層方向(Z方向)が弱くなります。
主な原因は、
- 分子拡散不足
- 層間接着の弱さ
- 急速冷却
です。
一方、XY方向ではフィラメントが連続しているため、高い強度を持ちます。
この方向による強度差を「異方性」と呼びます。
FDM方式の3Dプリンタはなぜ方向によって強度が違うのか
FDM方式では、溶かしたフィラメントを1本ずつ積み重ねて造形します。
つまり造形物は、
「細い樹脂の線を何層も積み上げた構造」
になっています。
XY方向とZ方向の違い
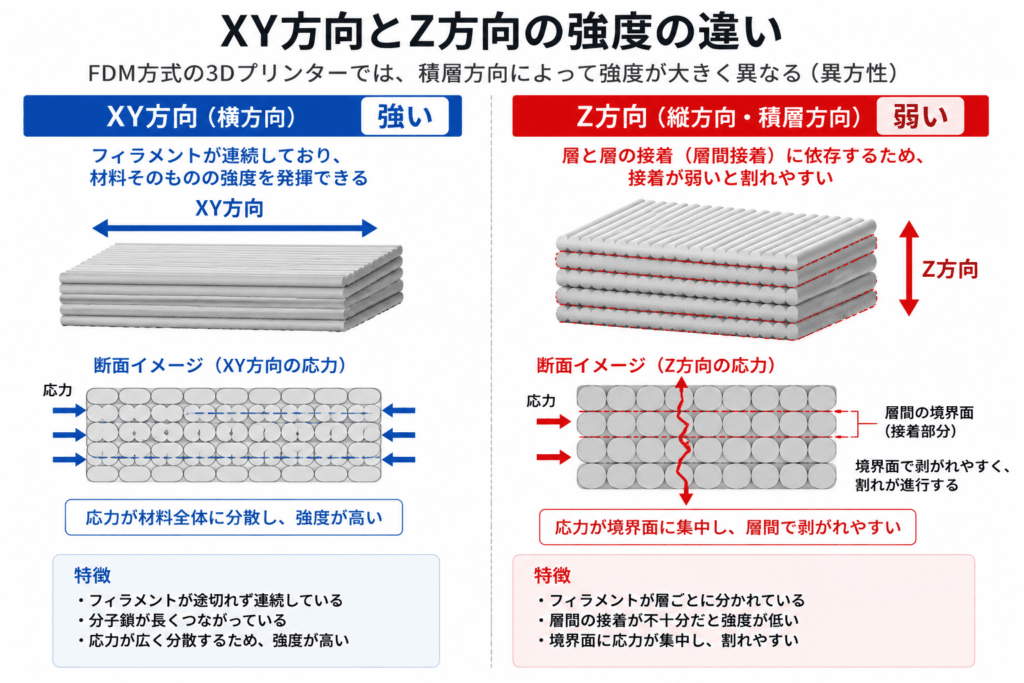
3Dプリンタの強度は、大きく次の2方向で異なります。
XY方向では材料そのものが連続しています。
しかしZ方向では、
「層と層の接着」
が強度を決めています。
そのため、層間接着が弱いと、積層面に沿って割れやすくなります。
積層方向で割れやすい本当の原因は「層間接着」
3Dプリンタ製品が縦方向に弱い最大の原因は、層間接着が不完全だからです。
フィラメント同士は完全には融合していない
FDM方式では、高温で溶けた樹脂を押し出して積層します。
見た目では一体化しているように見えますが、顕微鏡レベルでは層の境界面が存在しています。
つまり、
- 上の層
- 下の層
は、完全な一枚の材料ではありません。
この境界面が破壊の起点になります。
層間接着は「熱でくっつく現象」
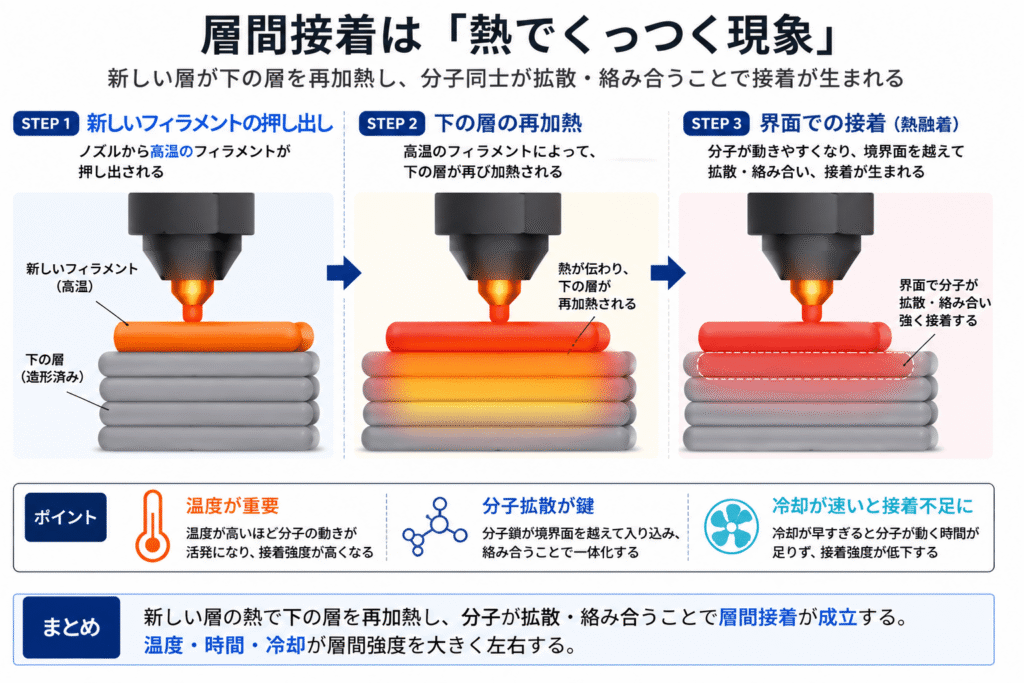
では、なぜ層同士は接着するのでしょうか。
その鍵になるのが「熱融着」です。
新しい層が下の層を再加熱する
新しいフィラメントが押し出されると、下の層が再び温められます。
すると、
- 分子が動きやすくなる
- 境界面を越えて移動する
- 分子同士が絡み合う
という現象が起こります。
この「分子が境界面を越えて移動する現象」を分子拡散と呼びます。
分子拡散とは何か?
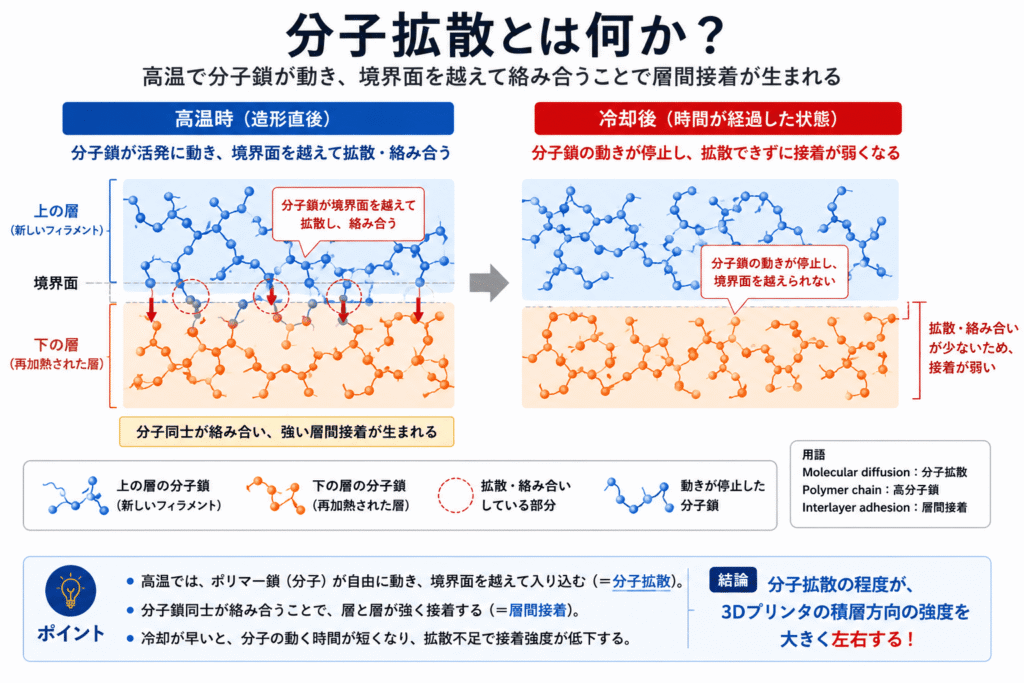
積層強度を理解するには、樹脂を分子レベルで考える必要があります。
樹脂は長い分子鎖でできている
PLA や PETG のような熱可塑性樹脂は、長い分子鎖(ポリマー鎖)で構成されています。
イメージとしては、
「大量のヒモが絡み合った状態」
に近いです。
温度が高いほど分子は動きやすい
樹脂が高温になると、分子鎖は自由に動けるようになります。
すると、
- 上の層の分子
- 下の層の分子
が境界面をまたいで入り込みます。
最終的に分子同士が絡み合うことで、接着強度が生まれます。
冷却が早すぎると接着できない
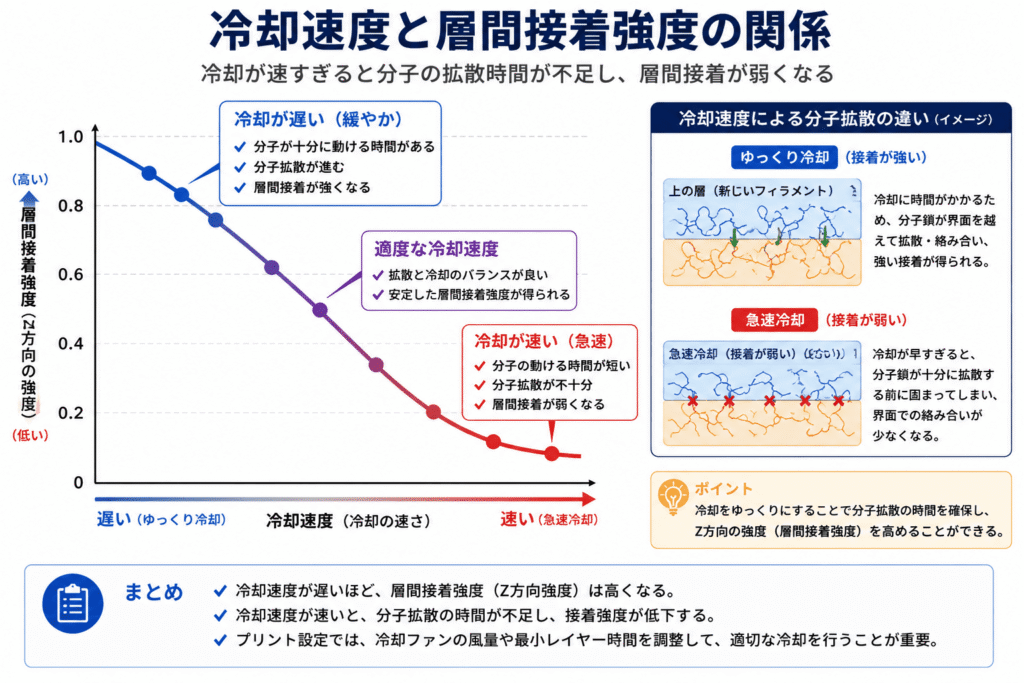
しかし、フィラメントが急速に冷えると、分子は動けなくなります。
すると、
- 分子拡散不足
- 絡み合い不足
- 層間接着不足
が発生します。
これが、
「3Dプリンタは積層方向に弱い」
根本原因です。
なぜXY方向は強いのか
一方、XY方向は比較的高い強度を持ちます。
フィラメントが連続しているため
XY方向では、フィラメント自体が途中で切れていません。
つまり、
- 分子鎖が連続している
- 境界面が少ない
- 応力が分散しやすい
という特徴があります。
そのため、Z方向よりも強くなります。
PLA・PETG・ABSで層間強度が違う理由
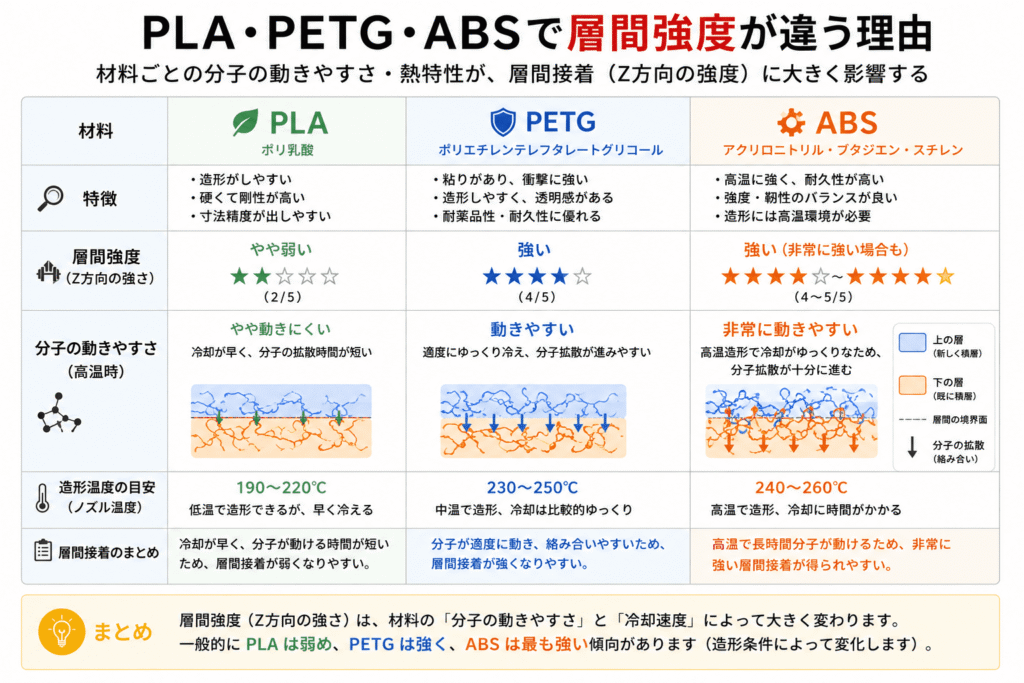
材料によって積層強度が違うのも、分子の動きやすさが関係しています。
PLAは硬いが層間が弱め
PLA は冷却が速く、硬化しやすい材料です。
そのため、
- 造形しやすい
- 寸法精度が高い
というメリットがあります。
一方で、
- 分子が早く固まる
- 拡散時間が短い
- 層間接着が弱くなりやすい
という特徴があります。
PETGは層間接着が強い
PETG は粘りがあり、分子が比較的動きやすい材料です。
そのため、層間で分子が絡みやすく、Z方向強度が高くなる傾向があります。
その代わり、
- 糸引き
- 表面荒れ
が発生しやすくなります。
ABSは高温で強固に接着する
ABS は高温で造形する材料です。
高温状態が長く続くため、分子拡散が進みやすく、強い層間接着を得やすい特徴があります。
ただし、
- 反り
- 収縮
- クラック
が起きやすいため、造形難易度は高めです。
3Dプリンタの積層方向の強度を改善する方法
3Dプリンタの積層強度は、設定や造形条件で改善できます。
ノズル温度を上げる
ノズル温度を上げると、分子が動きやすくなります。
その結果、
- 分子拡散が増える
- 層間接着が強くなる
可能性があります。
ただし、温度を上げすぎると、
- 糸引き
- 樹脂劣化
の原因になるため注意が必要です。
冷却ファンを弱める
急冷すると、分子が動く時間が短くなります。
冷却ファンを弱めることで、
- 分子拡散時間を確保できる
- 層間接着が改善する
場合があります。
積層方向を工夫する
3Dプリンタでは、「どの向きで造形するか」が非常に重要です。
例えば、引張方向に対して層間が垂直になると、割れやすくなります。
そのため、
「層間に引張応力が集中しない向き」
で造形することが重要です。
3Dプリンタの強度問題は材料工学そのもの
3Dプリンタの積層強度は、単なる工作精度の問題ではありません。
実際には、
- 熱伝導
- 粘弾性
- 高分子運動
- 分子拡散
- 界面接着
といった、材料工学・高分子工学の知識が深く関係しています。
FDM方式の3Dプリンタは、
「樹脂を積み上げる機械」
ではなく、
「高分子を熱融着させる装置」
とも言えます。
よくある質問(FAQ)
なぜ3Dプリンタは縦方向に弱いのですか?
層間接着が完全ではないためです。
特にFDM方式では、分子拡散不足によってZ方向強度が低下します。
PLAとPETGではどちらが強いですか?
一般的にはPETGの方が層間接着が強く、Z方向の強度が高い傾向があります。
ただし、剛性や寸法精度ではPLAが優れる場合があります。
積層方向の強度を上げる方法はありますか?
主に、
- ノズル温度を上げる
- 冷却を弱める
- 積層方向を工夫する
- 層厚を調整する
などが有効です。
なぜABSは強いのですか?
ABSは高温造形されるため、分子拡散が進みやすく、層間接着が強くなりやすいためです。
まとめ
3Dプリンタで積層方向によって強度が変わる主な原因は、層間接着が完全ではないためです。
特にFDM方式では、
- 分子拡散
- 熱融着
- 冷却速度
が層間強度を大きく左右します。
そのため、
- ノズル温度
- 冷却条件
- 造形方向
- 材料選択
を最適化することで、強度を改善できます。
3Dプリンタの「縦方向が弱い」という現象の裏側には、分子レベルの材料工学が隠れているのです。

コメント